|
|
|
| (3 промежуточные версии не показаны) | | Строка 3: |
Строка 3: |
| | <metakeywords>Технология точения древесины на токарном станке</metakeywords><br> | | <metakeywords>Технология точения древесины на токарном станке</metakeywords><br> |
| | | | |
| - | Сущность процесса резания при точении заключается в снятии поверхностного слоя обрабатываемой заготовки в виде стружки. При этом заготовка вращается, а стамеска перемещается относительно заготовки (рис. 36). | + | Сущность процесса [[Основные приемы резания тонколистового металла и проволоки|резания]] при точении заключается в снятии поверхностного слоя обрабатываемой заготовки в виде стружки. При этом заготовка вращается, а стамеска перемещается относительно заготовки (рис. 36). |
| | | | |
| - | Подготовка заготовки для точения на токарном станке может включать в себя отрезку ее по длине с учетом припусков на торцах, осмотр ее внешнего состояния, разметку центров вращения заготовки; придание заготовке формы, близкой к цилиндрической. Если заготовка имеет форму квадрата, то для нахождения центров вращения на торцах проводят диагонали и на их пересечении шилом накалывают отверстия (рис. 37). Затем рубанком сострагивают ребра, придавая заготовке форму восьмигранника. После этого заготовку крепят на станке. | + | Подготовка заготовки для точения на токарном станке может включать в себя отрезку ее по длине с учетом припусков на торцах, осмотр ее внешнего состояния, разметку центров вращения заготовки; придание заготовке формы, близкой к цилиндрической. Если заготовка имеет форму [[Складываем из квадрата|квадрата]], то для нахождения центров вращения на торцах проводят диагонали и на их пересечении шилом накалывают отверстия (рис. 37). Затем рубанком сострагивают ребра, придавая заготовке форму восьмигранника. После этого заготовку крепят на станке. |
| | | | |
| - | [[Image:Тех37.jpg]]<br> | + | [[Image:Тех37.jpg|238x292px|Технология точения древесины на токарном станке]]<br> |
| | | | |
| - | Для точения древесины применяют различ¬ные стамески (рис. 38) и другие режущие инструменты.<br>Желобчатые полукруглые стамески выпуклые (рис. 38, а) и вогнутые (рис. 38, в) применяют для черновой обработки заготовок, а косые стамески (рис. 38, б) применяют для чистовой, окончательной обработки поверхностей, а также для подрезания торцов и вытачивания конусов.<br><br> | + | Для точения древесины применяют различные стамески (рис. 38) и другие режущие инструменты.<br>Желобчатые полукруглые стамески выпуклые (рис. 38, а) и вогнутые (рис. 38, в) применяют для черновой обработки заготовок, а косые стамески (рис. 38, б) применяют для чистовой, окончательной обработки поверхностей, а также для подрезания торцов и вытачивания [[Конус|конусов]].<br><br> |
| | | | |
| - | [[Image:Тех38.jpg]]<br> | + | [[Image:Тех38.jpg|261x304px|Технология точения древесины на токарном станке]]<br> |
| | | | |
| - | [[Image:Тех39.jpg]]<br> | + | [[Image:Тех39.jpg|417x260px|Технология точения древесины на токарном станке]]<br> |
| | | | |
| | Режущая часть токарных резцов, называемая лезвием, имеет клиновидную форму и состоит из передней и задней поверхностей, а также режущей кромки (рис. 39).<br> | | Режущая часть токарных резцов, называемая лезвием, имеет клиновидную форму и состоит из передней и задней поверхностей, а также режущей кромки (рис. 39).<br> |
| | | | |
| - | [[Image:Тех40.jpg]]<br> | + | [[Image:Тех40.jpg|435x239px|Технология точения древесины на токарном станке]]<br> |
| | | | |
| | Передней поверхностью лезвия называют ту поверхность, по которой сходит стружка.<br> | | Передней поверхностью лезвия называют ту поверхность, по которой сходит стружка.<br> |
| | | | |
| - | Задней называют поверхность, обращенную к обрабатываемой заготовке.Угол между передней и задней поверхностями называют углом заострения лезвия Р (рис. 39).<br> Пересечение передней и задней поверхностей образует линию 3, называемую режущей кромкой (рис. 39).Чем острее режущая кромка, тем легче и чище она обрабатывает поверхность. Тупая режущая кромка создает шероховатую и ворсистую обработанную поверхность.<br>Острота режущей кромки проверяется лупой.<br> Угол заострения лезвия ß измеряют угломером. Этот угол может изменяться от 20° при точении мягкой древесины и чистовой обработке до 40° при точении твердой древесины и черновой обработке.<br> Переднюю и заднюю поверхности затачивают на наждачном круге, при этом плоскую стамеску перемещают вдоль оси вращения круга (рис. 40, а), а полукруглую стамеску поворачивают вправо и влево (рис. 40, б).<br> Затем лезвие правят, снимая заусенцы и затачивая его круговыми движениями на наждачном бруске (рис. 41, а), плотно (без зазора) прижимая переднюю или заднюю поверхность к плоскости бруска (рис. 41, б).<br> [[Image:Тех41.jpg]]<br> | + | Задней называют поверхность, обращенную к обрабатываемой заготовке.Угол между передней и задней поверхностями называют углом заострения лезвия Р (рис. 39).<br> Пересечение передней и задней поверхностей образует линию 3, называемую режущей кромкой (рис. 39).Чем острее режущая кромка, тем легче и чище она обрабатывает поверхность. Тупая режущая кромка создает шероховатую и ворсистую обработанную поверхность.<br>Острота режущей кромки проверяется лупой.<br> Угол заострения лезвия ß измеряют угломером. Этот угол может изменяться от 20° при точении мягкой древесины и чистовой обработке до 40° при точении твердой [[Технология_точения_древесины_на_токарном_станке|древесины]] и черновой обработке.<br> Переднюю и заднюю поверхности затачивают на наждачном круге, при этом плоскую стамеску перемещают вдоль оси вращения круга (рис. 40, а), а полукруглую стамеску поворачивают вправо и влево (рис. 40, б).<br> Затем лезвие правят, снимая заусенцы и затачивая его круговыми [[Видимые движения небесных тел|движениями]] на наждачном бруске (рис. 41, а), плотно (без зазора) прижимая переднюю или заднюю поверхность к плоскости бруска (рис. 41, б).<br> [[Image:Тех41.jpg|419x235px|Технология точения древесины на токарном станке]]<br> |
| | | | |
| - | Аналогично доводят лезвие на мелкозернистом бруске (рис. 41, в), который называют оселком.По гладким передней и задней поверхностям легче скользит разрезаемая древесина, что уменьшает силы резания и улучшает качество обработки.<br> Косые стамески бывают с односторонней и двухсторонней заточкой. Они имеют срезанную под углом [[Image:Тех43.jpg]] (наклонную) режущую кромку (рис. 38, б; рис. 39, а).<br> Прежде чем начинать работу, изучают технологическую карту на обработку изделия. В табл. 4 в качестве примера приведена технологическая карта изготовления изделия — картофелемялки (см. рис. 13).<br>[[Image:Тех42.jpg]]<br> | + | Аналогично доводят лезвие на мелкозернистом бруске (рис. 41, в), который называют оселком.По гладким передней и задней поверхностям легче скользит разрезаемая древесина, что уменьшает силы резания и улучшает качество обработки.<br> Косые стамески бывают с односторонней и двухсторонней заточкой. Они имеют срезанную под углом [[Image:Тех43.jpg]] (наклонную) режущую кромку (рис. 38, б; рис. 39, а).<br> Прежде чем начинать работу, изучают технологическую карту на обработку [[Рекламный_проспект_изделия|изделия]]. В табл. 4 в качестве примера приведена технологическая карта изготовления изделия — картофелемялки (см. рис. 13).<br>[[Image:Тех42.jpg|404x369px|Технология точения древесины на токарном станке]]<br> |
| | | | |
| - | [[Image:тех44_1.jpg]]<br> | + | [[Image:Тех44 1.jpg|396x370px|Технология точения древесины на токарном станке]]<br> |
| | | | |
| - | Перед изготовлением детали выполняют наладку и настройку станка. Для этого подготавливают и надежно закрепляют обрабатываемую заготовку. Подручник настраивают и надежно крепят так, чтобы расстояние от него до обрабатываемой поверхности заготовки составляло 2...3 мм. Для проверки зазора заготовку поворачивают вручную на 2...3 оборота.<br> После этого выбирают и устанавливают нужную частоту вращения шпинделя. Подбирают заранее и раскладывают необходимые режущие и измерительные инструменты.<br> Если центр задней бабки в станке не вращающийся, то его смазывают машинным маслом (2...3 капли). Перед точением надевают защитные очки, включают станок, берут стамеску в правую руку, устанавливают на подручник, не касаясь заготовки, и прижимают ее к подручнику левой рукой сверху, как это показано на рис. 36.<br> Вначале выполняют черновое (грубое) точение полукруглой стамеской. Медленно подводят лезвие к вращающейся заготовке и снимают стружку его серединой. Затем плавно перемещают стамеску влево или вправо, срезая слой древесины левой или правой частью закругленного лезвия.<br>Для чистового точения заготовки оставляют припуск 3...6 мм на обработку до нужного диаметра детали. Чистовое точение выполняют косой стамеской. Стамеску опирают на подручник ребром со стороны тупого угла, как это показано на рис. 42, а, и направляют режущей кромкой в сторону ее движения (рис. 42, б).<br> Тонкую стружку срезают только серединой режущей кромки. <br> | + | Перед изготовлением детали выполняют наладку и настройку станка. Для этого подготавливают и надежно закрепляют обрабатываемую заготовку. Подручник настраивают и надежно крепят так, чтобы расстояние от него до обрабатываемой поверхности заготовки составляло 2...3 мм. Для проверки зазора заготовку поворачивают вручную на 2...3 оборота.<br> После этого выбирают и устанавливают нужную частоту [[Тела вращения|вращения]] шпинделя. Подбирают заранее и раскладывают необходимые режущие и измерительные инструменты.<br> Если центр задней бабки в станке не вращающийся, то его смазывают машинным маслом (2...3 капли). Перед точением надевают защитные очки, включают станок, берут стамеску в правую руку, устанавливают на подручник, не касаясь заготовки, и прижимают ее к подручнику левой рукой сверху, как это показано на рис. 36.<br> Вначале выполняют черновое (грубое) точение полукруглой стамеской. Медленно подводят лезвие к вращающейся заготовке и снимают стружку его серединой. Затем плавно перемещают стамеску влево или вправо, срезая слой древесины левой или правой частью закругленного лезвия.<br>Для чистового точения заготовки оставляют припуск 3...6 мм на обработку до нужного диаметра детали. Чистовое точение выполняют косой стамеской. Стамеску опирают на подручник ребром со стороны тупого угла, как это показано на рис. 42, а, и направляют режущей кромкой в сторону ее движения (рис. 42, б).<br> Тонкую стружку срезают только серединой режущей кромки. <br> |
| | | | |
| - | [[Image:Тех45.jpg]]<br> | + | [[Image:Тех45.jpg|373x276px|Технология точения древесины на токарном станке]]<br> |
| | | | |
| - | Ни в коем случае не допускайте врезания в заготовку острого угла стамески. Это может привести к выбросу стамески и травмированию.<br>Точат конусы с большего диаметра на меньший. Так лучше и чище подрезаются волокна древесины.<br> Контроль размеров заготовки осуществляют кронциркулем или штангенциркулем только после отключения станка и полной остановки шпинделя.<br>Прямолинейность поверхностей проверяют на просвет путем накладывания линейки на деталь (рис. 43).<br> [[Image:Тех46.jpg]]<br> | + | Ни в коем случае не допускайте врезания в заготовку острого угла стамески. Это может привести к выбросу стамески и травмированию.<br>Точат конусы с большего диаметра на меньший. Так лучше и чище подрезаются волокна древесины.<br> Контроль размеров заготовки осуществляют кронциркулем или штангенциркулем только после отключения станка и полной остановки шпинделя.<br>Прямолинейность поверхностей проверяют на просвет путем накладывания линейки на деталь (рис. 43).<br> [[Image:Тех46.jpg|428x229px|Технология точения древесины на токарном станке]]<br> |
| | | | |
| - | При необходимости деталь обрабатывают шлифовальной колодкой (рис. 44).Хорошие результаты дает полирование сухой детали бруском из более твердой древесины. При этом на поверхности заготовки от нагревания расплавляется целлюлоза, входящая в состав древесины, и обволакивает тонким слоем обработанную поверхность. Перегрев в зоне полирования дает декоративную отделку в виде подгоревшей древесины желтого, коричневого и черного цветов.<br> Перед отрезанием обработанной заготовки станок останавливают. Линейкой и карандашом делают разметку отрезаемой заготовки. Затем включают станок, опирают косую стамеску на подручник острым углом (носком) вниз и выполняют в намеченных, местах надрез глубиной на 2...3 мм. Потом стамеску опирают тупым углом (пяткой) на подручник и режущей кромкой, как при чистовом точении, срезают на конус концевую часть заготовки до надреза (рис. 42, в). Эти переходы выполняют многократно, постепенно углубляясь в заготовку, пока не образуется тонкая «шейка» диаметром 8... 10 мм.<br> Не следует допускать перерезания заготовки, так как надо еще зачистить торец движением стамески к центру вращения таким же способом, как и выполнялся надрез. Аналогично подрезают торец с другого конца заготовки.<br> После остановки станка заготовку снимают, мелкозубой пилой отрезают шейки и торцы зачищают напильником или шлифовальной шкуркой.<br><br> | + | При необходимости деталь обрабатывают шлифовальной колодкой (рис. 44).Хорошие результаты дает полирование сухой детали бруском из более твердой древесины. При этом на поверхности заготовки от нагревания расплавляется целлюлоза, входящая в состав древесины, и обволакивает тонким слоем обработанную поверхность. Перегрев в зоне полирования дает [[Види декоративно-ужиткового мистецтва – килимарство, ткацтво, розпис, лозоплетіння, флористика, різьба по дереву, ковальство, гончарство|декоративную]] отделку в виде подгоревшей древесины желтого, коричневого и черного цветов.<br> Перед отрезанием обработанной заготовки станок останавливают. Линейкой и карандашом делают разметку отрезаемой заготовки. Затем включают станок, опирают косую стамеску на подручник острым углом (носком) вниз и выполняют в намеченных, местах надрез глубиной на 2...3 мм. Потом стамеску опирают тупым углом (пяткой) на подручник и режущей кромкой, как при чистовом точении, срезают на конус концевую часть заготовки до надреза (рис. 42, в). Эти переходы выполняют многократно, постепенно углубляясь в заготовку, пока не образуется тонкая «шейка» диаметром 8... 10 мм.<br> Не следует допускать перерезания заготовки, так как надо еще зачистить торец движением стамески к центру вращения таким же способом, как и выполнялся надрез. Аналогично подрезают торец с другого конца заготовки.<br> После остановки станка заготовку снимают, мелкозубой пилой отрезают шейки и торцы зачищают напильником или шлифовальной шкуркой.<br><br> |
| | | | |
| - | '''Правила безопасности<br>1. Не включать станок без разрешения учителя.<br>2. Надежно крепить заднюю бабку станка.<br>3. Проверить заготовку, чтобы она не имела трещин.<br>4. Надежно крепить заготовку.<br>5. Перед работой на токарном станке подготовить рабочее место: убрать все лишнее со станка и вокруг него, подготовить и разложить только нужные инструменты и приспособления.<br>6. Проверить рабочий инструмент. Ручки не должны иметь трещин, должны быть прочно насажены.<br>7. Заправить одежду. Застегнуть все пуговицы. Длинные волосы убрать под берет.<br>8. Перед пуском станка надеть защитные очки.<br>9. В процессе точения периодически останавливать станок и поджимать деталь центром задней бабки, устраняя зазоры.<br>10. Периодически, по мере срезания поверхности, при остановках станка подводить подручник к поверхности заготовки на 2...3 мм, проворачивать заготовку вручную на 2...3 оборота и надежно крепить подручник.<br>11. Во время работы не отвлекаться, не отходить от станка.<br>12. Все настроечные операции проводить только при отключенном и остановленном станке.<br>13. Не обрабатывать деталь вблизи трезубца.<br>14. Не останавливать заготовку руками.<br>15. О всех неисправностях сообщать учителю<br>'''<br> | + | '''Правила безопасности<br>1. Не включать станок без разрешения учителя.<br>2. Надежно крепить заднюю бабку станка.<br>3. Проверить заготовку, чтобы она не имела трещин.<br>4. Надежно крепить заготовку.<br>5. Перед работой на [[Технология_точения_древесины_на_токарном_станке|токарном станке]] подготовить рабочее место: убрать все лишнее со станка и вокруг него, подготовить и разложить только нужные инструменты и приспособления.<br>6. Проверить рабочий инструмент. Ручки не должны иметь трещин, должны быть прочно насажены.<br>7. Заправить одежду. Застегнуть все пуговицы. Длинные волосы убрать под берет.<br>8. Перед пуском станка надеть защитные очки.<br>9. В процессе точения периодически останавливать станок и поджимать деталь центром задней бабки, устраняя зазоры.<br>10. Периодически, по мере срезания поверхности, при остановках станка подводить подручник к поверхности заготовки на 2...3 мм, проворачивать заготовку вручную на 2...3 оборота и надежно крепить подручник.<br>11. Во время работы не отвлекаться, не отходить от станка.<br>12. Все настроечные операции проводить только при отключенном и остановленном станке.<br>13. Не обрабатывать деталь вблизи трезубца.<br>14. Не останавливать заготовку руками.<br>15. О всех неисправностях сообщать учителю<br>'''<br> |
| | | | |
| - | '''Практическая работа<br>Точение детали по чертежу и технологической карте'''<br>1. Прочитайте чертеж и технологическую карту на изготовление цилиндрической детали.<br>2. Выберите заготовку и спланируйте работу под руководством учителя.<br>3. Разметьте, подготовьте и установите заготовку на токарном станке.<br>4. Выберите и проверьте режущие инструменты.<br>5. Выполните черновое и чистовое точение, зачистку шлифовальной шкуркой, отрезание заготовки.<br>6. Проконтролируйте размеры и шероховатость поверхностей обработанной детали. | + | '''Практическая работа<br>Точение детали по чертежу и технологической карте'''<br>1. Прочитайте чертеж и технологическую карту на изготовление цилиндрической детали.<br>2. Выберите заготовку и спланируйте работу под руководством учителя.<br>3. Разметьте, подготовьте и установите заготовку на токарном станке.<br>4. Выберите и проверьте режущие [[Инструменты и методы наномира|инструменты]].<br>5. Выполните черновое и чистовое точение, зачистку шлифовальной шкуркой, отрезание заготовки.<br>6. Проконтролируйте размеры и шероховатость поверхностей обработанной детали. |
| | | | |
| | ♦ Точение (черновое, чистовое), стамеска (желобчатая выпуклая, вогнутая; плоская косая), передняя поверхность, задняя поверхность, угол заострения, режущая кромка, оселок, полирование.<br>1. Какое точение называются черновым, а какое чистовым? | | ♦ Точение (черновое, чистовое), стамеска (желобчатая выпуклая, вогнутая; плоская косая), передняя поверхность, задняя поверхность, угол заострения, режущая кромка, оселок, полирование.<br>1. Какое точение называются черновым, а какое чистовым? |
| Строка 50: |
Строка 50: |
| | | | |
| | 6. Какими инструментами и как контролируют размеры вытачиваемой детали?<br><br> | | 6. Какими инструментами и как контролируют размеры вытачиваемой детали?<br><br> |
| | + | |
| | + | Симоненко В.Д.,Самородский П.С.,Тищенко А.Т.,[[Технология 6 класс|Технология 6 класс]]<br>Отправлено читателями с интернет-сайта |
| | | | |
| | '''<u>Содержание урока</u>''' | | '''<u>Содержание урока</u>''' |
| Строка 65: |
Строка 67: |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] дискуссионные вопросы | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] дискуссионные вопросы |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] риторические вопросы от учеников | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] риторические вопросы от учеников |
| - |
| + | |
| | '''<u>Иллюстрации</u>''' | | '''<u>Иллюстрации</u>''' |
| | '''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] аудио-, видеоклипы и мультимедиа ''' | | '''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] аудио-, видеоклипы и мультимедиа ''' |
| Строка 87: |
Строка 89: |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] элементы новаторства на уроке | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] элементы новаторства на уроке |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] замена устаревших знаний новыми | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] замена устаревших знаний новыми |
| - |
| + | |
| | '''<u>Только для учителей</u>''' | | '''<u>Только для учителей</u>''' |
| | '''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] идеальные уроки ''' | | '''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] идеальные уроки ''' |
| Строка 96: |
Строка 98: |
| | | | |
| | | | |
| - | '''<u>Интегрированные уроки</u>'''<u>
| + | '''<u>Интегрированные уроки</u>'''<u> |
| | </u> | | </u> |
| | | | |
Текущая версия на 14:44, 19 июля 2012
Гипермаркет знаний>>Технология 6 класс>>Технология:Технология точения древесины на токарном станке
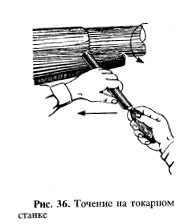
Сущность процесса резания при точении заключается в снятии поверхностного слоя обрабатываемой заготовки в виде стружки. При этом заготовка вращается, а стамеска перемещается относительно заготовки (рис. 36).
Подготовка заготовки для точения на токарном станке может включать в себя отрезку ее по длине с учетом припусков на торцах, осмотр ее внешнего состояния, разметку центров вращения заготовки; придание заготовке формы, близкой к цилиндрической. Если заготовка имеет форму квадрата, то для нахождения центров вращения на торцах проводят диагонали и на их пересечении шилом накалывают отверстия (рис. 37). Затем рубанком сострагивают ребра, придавая заготовке форму восьмигранника. После этого заготовку крепят на станке.
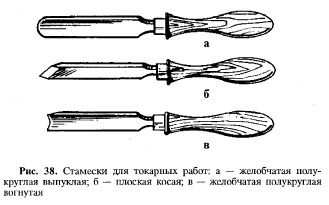
Для точения древесины применяют различные стамески (рис. 38) и другие режущие инструменты.
Желобчатые полукруглые стамески выпуклые (рис. 38, а) и вогнутые (рис. 38, в) применяют для черновой обработки заготовок, а косые стамески (рис. 38, б) применяют для чистовой, окончательной обработки поверхностей, а также для подрезания торцов и вытачивания конусов.

Режущая часть токарных резцов, называемая лезвием, имеет клиновидную форму и состоит из передней и задней поверхностей, а также режущей кромки (рис. 39).
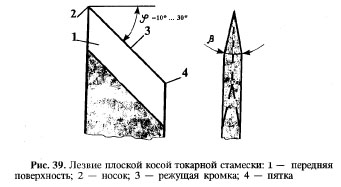
Передней поверхностью лезвия называют ту поверхность, по которой сходит стружка.
Задней называют поверхность, обращенную к обрабатываемой заготовке.Угол между передней и задней поверхностями называют углом заострения лезвия Р (рис. 39).
Пересечение передней и задней поверхностей образует линию 3, называемую режущей кромкой (рис. 39).Чем острее режущая кромка, тем легче и чище она обрабатывает поверхность. Тупая режущая кромка создает шероховатую и ворсистую обработанную поверхность.
Острота режущей кромки проверяется лупой.
Угол заострения лезвия ß измеряют угломером. Этот угол может изменяться от 20° при точении мягкой древесины и чистовой обработке до 40° при точении твердой древесины и черновой обработке.
Переднюю и заднюю поверхности затачивают на наждачном круге, при этом плоскую стамеску перемещают вдоль оси вращения круга (рис. 40, а), а полукруглую стамеску поворачивают вправо и влево (рис. 40, б).
Затем лезвие правят, снимая заусенцы и затачивая его круговыми движениями на наждачном бруске (рис. 41, а), плотно (без зазора) прижимая переднюю или заднюю поверхность к плоскости бруска (рис. 41, б).
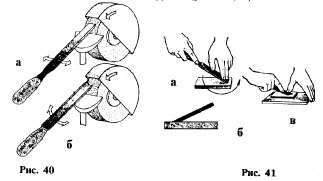
Аналогично доводят лезвие на мелкозернистом бруске (рис. 41, в), который называют оселком.По гладким передней и задней поверхностям легче скользит разрезаемая древесина, что уменьшает силы резания и улучшает качество обработки.
Косые стамески бывают с односторонней и двухсторонней заточкой. Они имеют срезанную под углом  (наклонную) режущую кромку (рис. 38, б; рис. 39, а). (наклонную) режущую кромку (рис. 38, б; рис. 39, а).
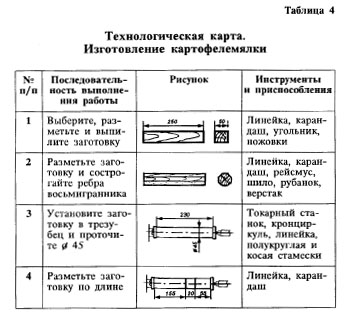
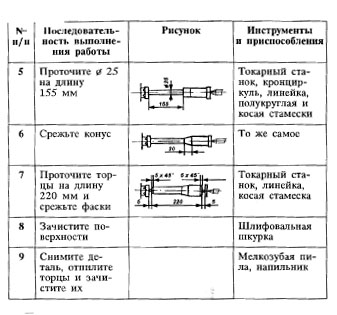
Прежде чем начинать работу, изучают технологическую карту на обработку изделия. В табл. 4 в качестве примера приведена технологическая карта изготовления изделия — картофелемялки (см. рис. 13).
Перед изготовлением детали выполняют наладку и настройку станка. Для этого подготавливают и надежно закрепляют обрабатываемую заготовку. Подручник настраивают и надежно крепят так, чтобы расстояние от него до обрабатываемой поверхности заготовки составляло 2...3 мм. Для проверки зазора заготовку поворачивают вручную на 2...3 оборота.
После этого выбирают и устанавливают нужную частоту вращения шпинделя. Подбирают заранее и раскладывают необходимые режущие и измерительные инструменты.
Если центр задней бабки в станке не вращающийся, то его смазывают машинным маслом (2...3 капли). Перед точением надевают защитные очки, включают станок, берут стамеску в правую руку, устанавливают на подручник, не касаясь заготовки, и прижимают ее к подручнику левой рукой сверху, как это показано на рис. 36.
Вначале выполняют черновое (грубое) точение полукруглой стамеской. Медленно подводят лезвие к вращающейся заготовке и снимают стружку его серединой. Затем плавно перемещают стамеску влево или вправо, срезая слой древесины левой или правой частью закругленного лезвия.
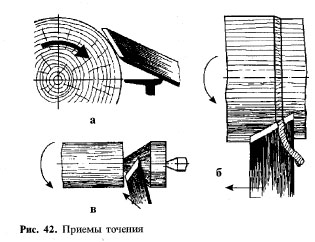
Для чистового точения заготовки оставляют припуск 3...6 мм на обработку до нужного диаметра детали. Чистовое точение выполняют косой стамеской. Стамеску опирают на подручник ребром со стороны тупого угла, как это показано на рис. 42, а, и направляют режущей кромкой в сторону ее движения (рис. 42, б).
Тонкую стружку срезают только серединой режущей кромки.
Ни в коем случае не допускайте врезания в заготовку острого угла стамески. Это может привести к выбросу стамески и травмированию.
Точат конусы с большего диаметра на меньший. Так лучше и чище подрезаются волокна древесины.
Контроль размеров заготовки осуществляют кронциркулем или штангенциркулем только после отключения станка и полной остановки шпинделя.
Прямолинейность поверхностей проверяют на просвет путем накладывания линейки на деталь (рис. 43).
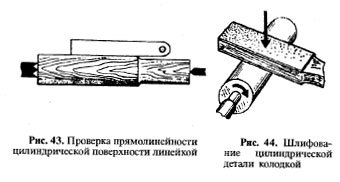
При необходимости деталь обрабатывают шлифовальной колодкой (рис. 44).Хорошие результаты дает полирование сухой детали бруском из более твердой древесины. При этом на поверхности заготовки от нагревания расплавляется целлюлоза, входящая в состав древесины, и обволакивает тонким слоем обработанную поверхность. Перегрев в зоне полирования дает декоративную отделку в виде подгоревшей древесины желтого, коричневого и черного цветов.
Перед отрезанием обработанной заготовки станок останавливают. Линейкой и карандашом делают разметку отрезаемой заготовки. Затем включают станок, опирают косую стамеску на подручник острым углом (носком) вниз и выполняют в намеченных, местах надрез глубиной на 2...3 мм. Потом стамеску опирают тупым углом (пяткой) на подручник и режущей кромкой, как при чистовом точении, срезают на конус концевую часть заготовки до надреза (рис. 42, в). Эти переходы выполняют многократно, постепенно углубляясь в заготовку, пока не образуется тонкая «шейка» диаметром 8... 10 мм.
Не следует допускать перерезания заготовки, так как надо еще зачистить торец движением стамески к центру вращения таким же способом, как и выполнялся надрез. Аналогично подрезают торец с другого конца заготовки.
После остановки станка заготовку снимают, мелкозубой пилой отрезают шейки и торцы зачищают напильником или шлифовальной шкуркой.
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Надежно крепить заднюю бабку станка.
3. Проверить заготовку, чтобы она не имела трещин.
4. Надежно крепить заготовку.
5. Перед работой на токарном станке подготовить рабочее место: убрать все лишнее со станка и вокруг него, подготовить и разложить только нужные инструменты и приспособления.
6. Проверить рабочий инструмент. Ручки не должны иметь трещин, должны быть прочно насажены.
7. Заправить одежду. Застегнуть все пуговицы. Длинные волосы убрать под берет.
8. Перед пуском станка надеть защитные очки.
9. В процессе точения периодически останавливать станок и поджимать деталь центром задней бабки, устраняя зазоры.
10. Периодически, по мере срезания поверхности, при остановках станка подводить подручник к поверхности заготовки на 2...3 мм, проворачивать заготовку вручную на 2...3 оборота и надежно крепить подручник.
11. Во время работы не отвлекаться, не отходить от станка.
12. Все настроечные операции проводить только при отключенном и остановленном станке.
13. Не обрабатывать деталь вблизи трезубца.
14. Не останавливать заготовку руками.
15. О всех неисправностях сообщать учителю
Практическая работа
Точение детали по чертежу и технологической карте
1. Прочитайте чертеж и технологическую карту на изготовление цилиндрической детали.
2. Выберите заготовку и спланируйте работу под руководством учителя.
3. Разметьте, подготовьте и установите заготовку на токарном станке.
4. Выберите и проверьте режущие инструменты.
5. Выполните черновое и чистовое точение, зачистку шлифовальной шкуркой, отрезание заготовки.
6. Проконтролируйте размеры и шероховатость поверхностей обработанной детали.
♦ Точение (черновое, чистовое), стамеска (желобчатая выпуклая, вогнутая; плоская косая), передняя поверхность, задняя поверхность, угол заострения, режущая кромка, оселок, полирование.
1. Какое точение называются черновым, а какое чистовым?
2. Какими инструментами выполняют точение?
3. Как крепят на станке длинные и короткие заготовки?
4. Как устанавливают подручник?
5. Как подрезают торцы детали на станке?
6. Какими инструментами и как контролируют размеры вытачиваемой детали?
Симоненко В.Д.,Самородский П.С.,Тищенко А.Т.,Технология 6 класс
Отправлено читателями с интернет-сайта
Содержание урока
 конспект урока
опорный каркас
презентация урока
акселеративные методы
интерактивные технологии
Практика
задачи и упражнения
самопроверка
практикумы, тренинги, кейсы, квесты
домашние задания
дискуссионные вопросы
риторические вопросы от учеников
Иллюстрации
аудио-, видеоклипы и мультимедиа
фотографии, картинки
графики, таблицы, схемы
юмор, анекдоты, приколы, комиксы
притчи, поговорки, кроссворды, цитаты
Дополнения
рефераты
статьи
фишки для любознательных
шпаргалки
учебники основные и дополнительные
словарь терминов
прочие
Совершенствование учебников и уроков
исправление ошибок в учебнике
обновление фрагмента в учебнике
элементы новаторства на уроке
замена устаревших знаний новыми
Только для учителей
идеальные уроки
календарный план на год
методические рекомендации
программы
обсуждения
Интегрированные уроки конспект урока
опорный каркас
презентация урока
акселеративные методы
интерактивные технологии
Практика
задачи и упражнения
самопроверка
практикумы, тренинги, кейсы, квесты
домашние задания
дискуссионные вопросы
риторические вопросы от учеников
Иллюстрации
аудио-, видеоклипы и мультимедиа
фотографии, картинки
графики, таблицы, схемы
юмор, анекдоты, приколы, комиксы
притчи, поговорки, кроссворды, цитаты
Дополнения
рефераты
статьи
фишки для любознательных
шпаргалки
учебники основные и дополнительные
словарь терминов
прочие
Совершенствование учебников и уроков
исправление ошибок в учебнике
обновление фрагмента в учебнике
элементы новаторства на уроке
замена устаревших знаний новыми
Только для учителей
идеальные уроки
календарный план на год
методические рекомендации
программы
обсуждения
Интегрированные уроки
Если у вас есть исправления или предложения к данному уроку, напишите нам.
Если вы хотите увидеть другие корректировки и пожелания к урокам, смотрите здесь - Образовательный форум.
|



















